客服

可为
品牌
湖北
产地
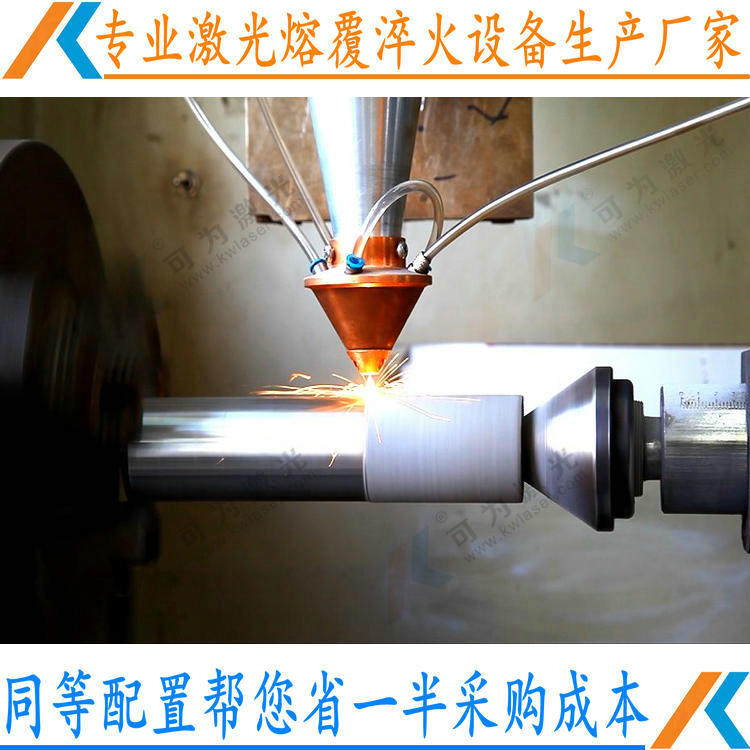
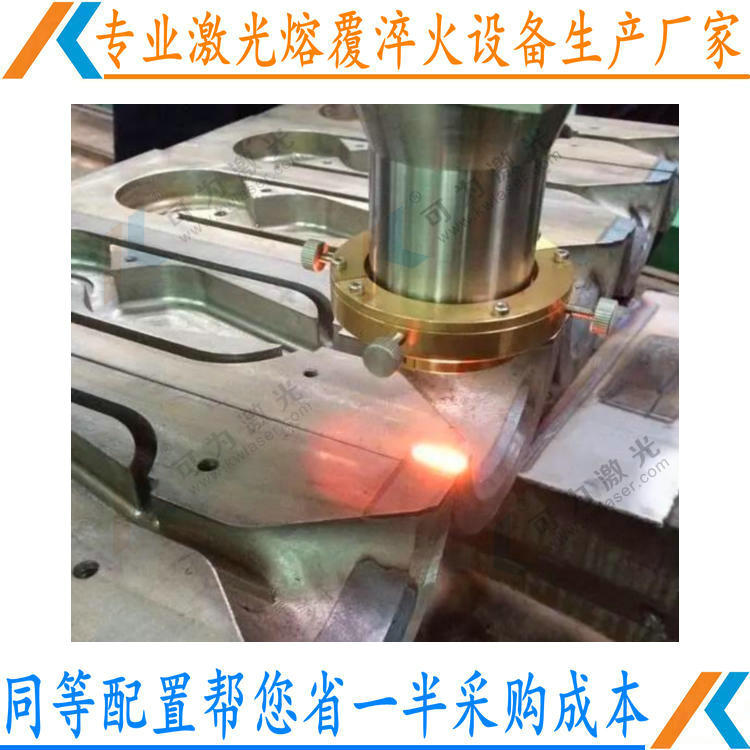
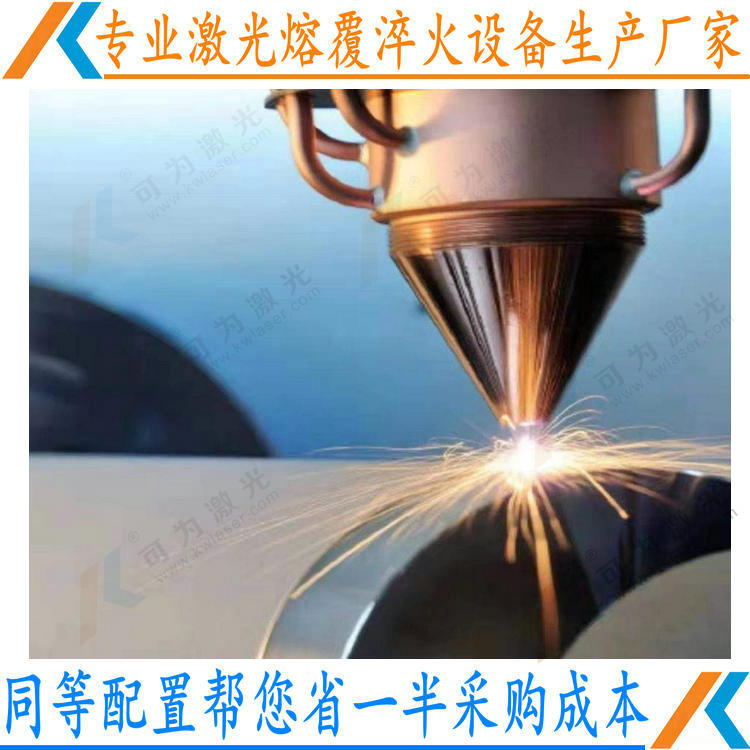
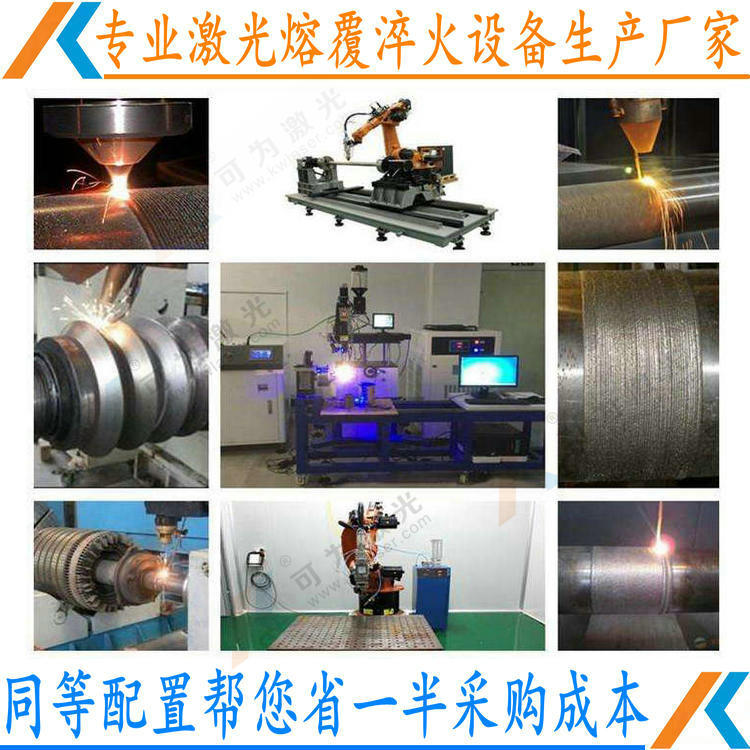
激光熔覆淬火设备
名称
2000W/3000W/6000W
功率
帖先生
主营: 电力、热力生产和供应业
湖北省武汉市
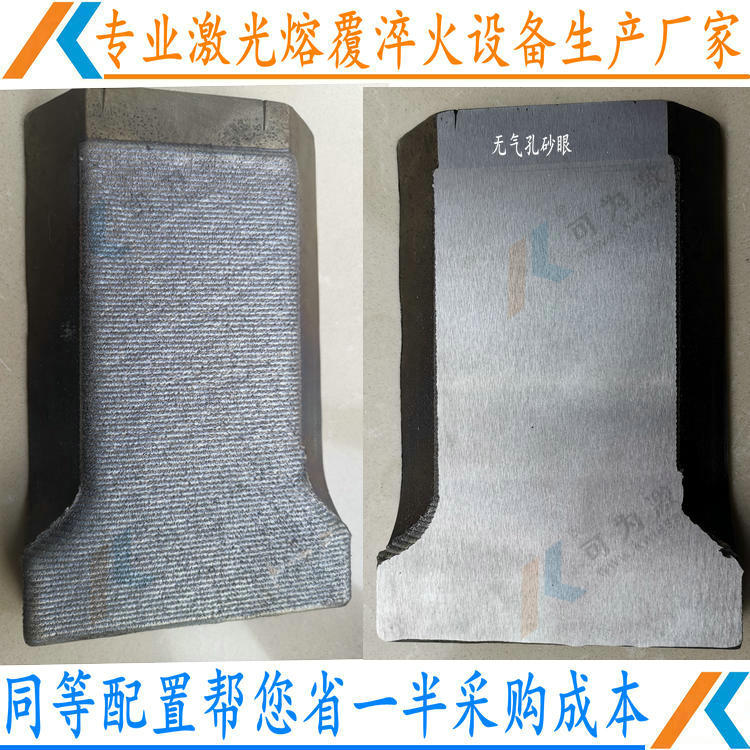
激光熔覆成本 变形可降低到零件的装配公差内
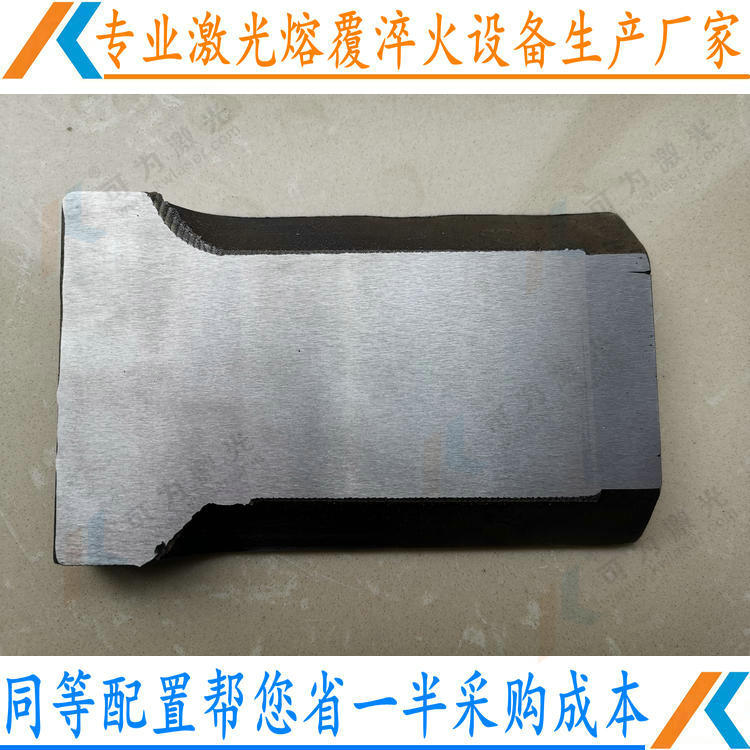
上海激光淬火 无内部气孔

激光淬火机 具有稀释度小组织致密等优点

超高速激光熔覆 买的放心用的省心

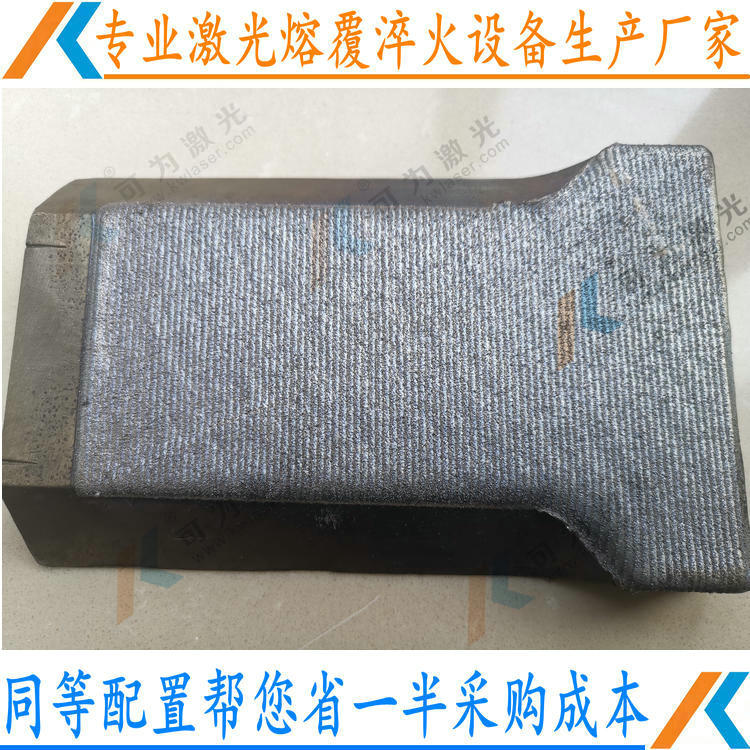
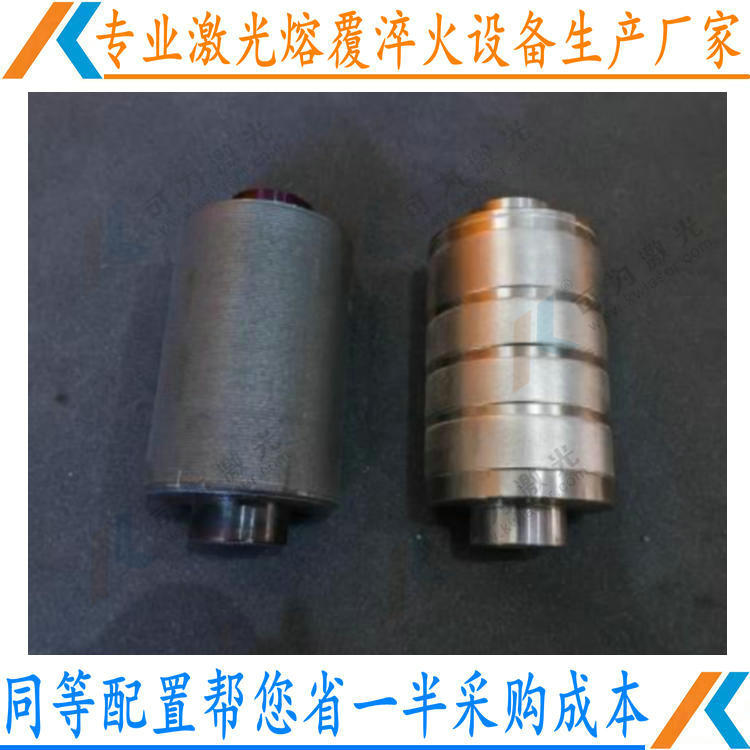
便携激光高频淬火设备 处理后不需要磨齿等精加工
国内激光熔覆 欢迎来公司实地考察
激光淬火机 具有稀释度小组织致密等优点
便携激光高频淬火设备 处理后不需要磨齿等精加工

激光高频淬火 可获得低稀释率的良好涂层
北京激光熔覆 结合力强性能可靠

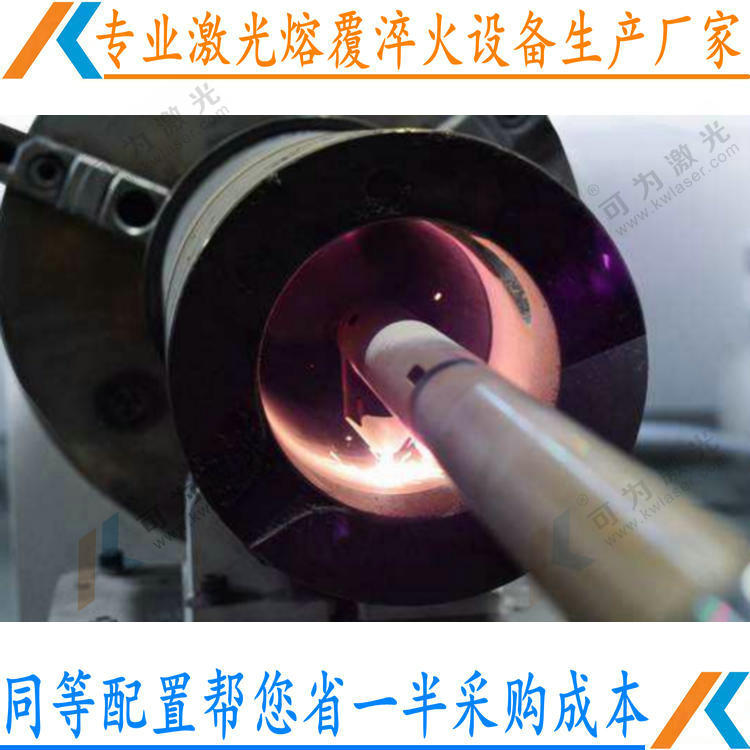
激光熔覆焊接机 粉末预置法和同步送粉法

光纤激光熔覆设备 进行逐层的激光熔覆
*采购数量: 套
采购数量不能为空
*联系信息:
联系信息不能为空
公司名称:
采购说明:
验证码不正确

